
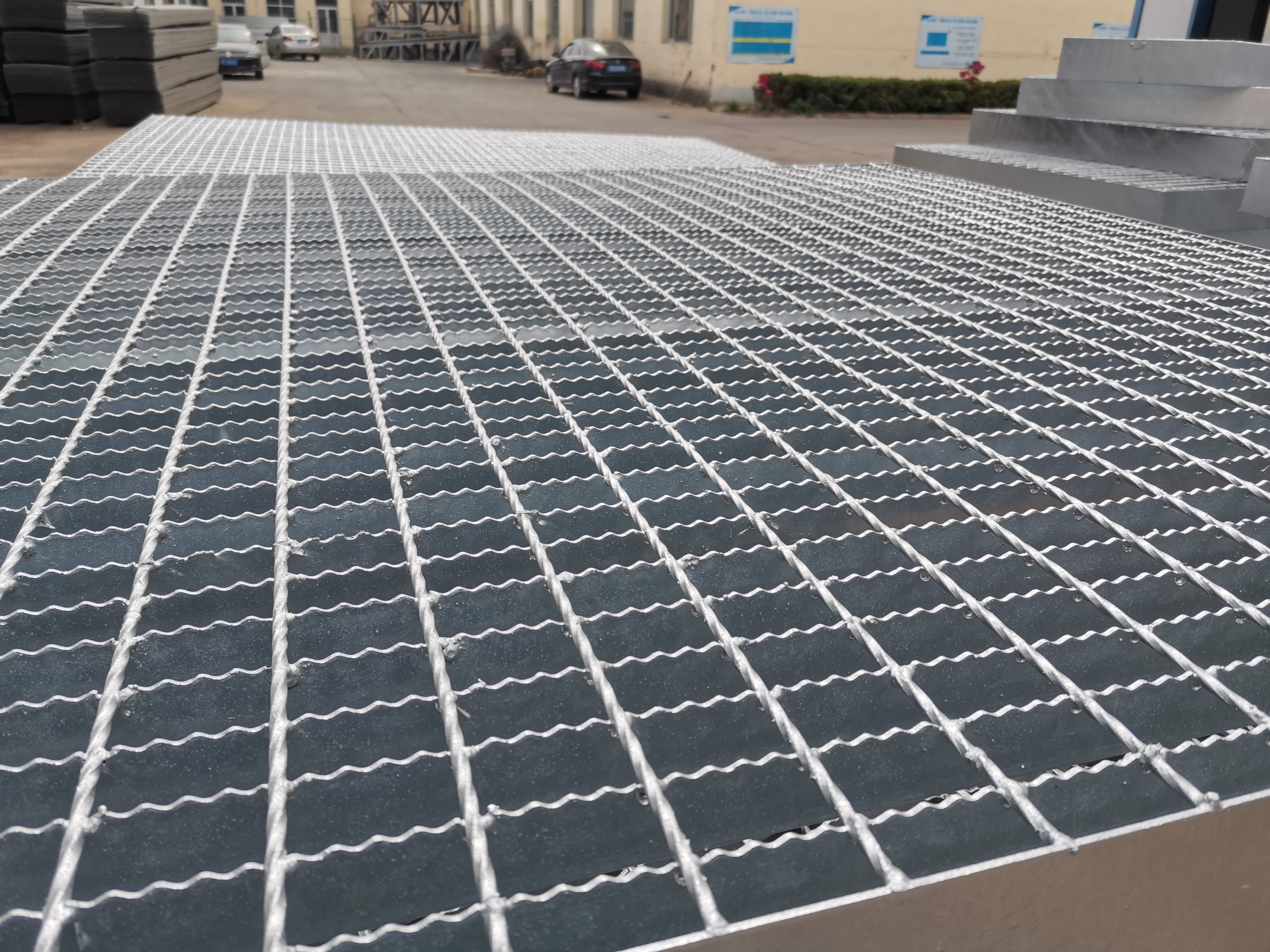
ಉಕ್ಕಿನ ತುರಿಯುವ ಲ್ಯಾಟಿಸ್ ಪ್ಲೇಟ್ನ ಹಾಟ್ ಡಿಪ್ ಗ್ಯಾಲ್ವನೈಸೇಶನ್ ಎಂದರೆ ಮೇಲ್ಮೈ ಶುದ್ಧೀಕರಣದ ನಂತರ ಉಕ್ಕಿನ ತುರಿಯುವ ಲ್ಯಾಟಿಸ್ ಪ್ಲೇಟ್ ಘಟಕಗಳನ್ನು 460-469 ಡಿಗ್ರಿ ಕರಗಿದ ಸತು ದ್ರವದಲ್ಲಿ ಮುಳುಗಿಸುವುದು,
ಆದ್ದರಿಂದ ಉಕ್ಕಿನ ಜಾಲರಿ ಪ್ಲೇಟ್ ಘಟಕಗಳನ್ನು ಸತು ಪದರದಿಂದ ಲೇಪಿಸಲಾಗುತ್ತದೆ, ಇದರ ದಪ್ಪವು 5mm ತೆಳುವಾದ ಪ್ಲೇಟ್ಗೆ 65μm ಗಿಂತ ಕಡಿಮೆಯಿಲ್ಲ ಮತ್ತು ದಪ್ಪ ಪ್ಲೇಟ್ಗೆ 86μm ಗಿಂತ ಕಡಿಮೆಯಿಲ್ಲ.
ಉಕ್ಕಿನ ಲ್ಯಾಟಿಸ್ ಪ್ಲೇಟ್ನ ಈ ರಕ್ಷಣಾ ವಿಧಾನವು ಉತ್ತಮ ತುಕ್ಕು ನಿರೋಧಕತೆ ಮತ್ತು ದೀರ್ಘ ಸೇವಾ ಜೀವನವನ್ನು ಹೊಂದಿದೆ. ಮತ್ತು ಯಾವುದೇ ನಿರ್ವಹಣೆ ಮತ್ತು ಇತರ ಅನುಕೂಲಗಳಿಲ್ಲ.
ಹಾಗಾದರೆ ಹಾಟ್ ಡಿಪ್ ಗ್ಯಾಲ್ವನೈಸ್ಡ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಪ್ಲಾನರ್ಗಳು ಮತ್ತು ತಯಾರಕರು ಗಮನ ಹರಿಸಬೇಕಾದ ಪ್ರಮುಖ ಅಂಶಗಳು ಯಾವುವು?
ಸಾಮಾನ್ಯವಾಗಿ, ಈ ಕೆಳಗಿನ ಅಂಶಗಳಿವೆ.
ಹಾಟ್-ಡಿಪ್ ಗ್ಯಾಲ್ವನೈಸ್ಡ್ ಸ್ಟೀಲ್ ಗ್ರ್ಯಾಟಿಂಗ್ಜಾಲರಿ ಯೋಜಕರು ಮತ್ತು ನಿರ್ಮಾಪಕರು ಈ ಕೆಳಗಿನ ಪ್ರಮುಖ ಅಂಶಗಳಿಗೆ ಗಮನ ಕೊಡಬೇಕು:
1: ವಸ್ತು ಚಿಕಿತ್ಸೆ ಕಾಣಿಸಿಕೊಂಡ ನಂತರ, ಹಾಟ್ ಡಿಪ್ ಸತುವಿನ ಮೊದಲ ಪ್ರಕ್ರಿಯೆಯು ಉಪ್ಪಿನಕಾಯಿ ತುಕ್ಕು ತೆಗೆಯುವುದು ಮತ್ತು ನಂತರ ಸ್ವಚ್ಛಗೊಳಿಸುವುದು. ಈ ಎರಡು ಪ್ರಕ್ರಿಯೆಗಳು ಪೂರ್ಣಗೊಳ್ಳದಿರುವುದು ತುಕ್ಕು ಫೋಮ್ ಅನ್ನು ಬಿಟ್ಟು ಗುಪ್ತ ತೊಂದರೆಯನ್ನು ನೀಡುತ್ತದೆ.
2: ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಉಕ್ಕಿನ ತಟ್ಟೆಯು ಬೆಸುಗೆ ಹಾಕದ ಭಾಗದಿಂದ ಆಂತರಿಕ ಇಮ್ಮರ್ಶನ್ ವರೆಗೆ ಕಲಾಯಿ ಆಮ್ಲದ ಶುಚಿಗೊಳಿಸುವ ಪ್ರಕ್ರಿಯೆಗೆ ಗಮನ ಕೊಡಬೇಕು,
ಆದರೆ ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಸಂಭವಿಸಿದ ಸ್ಪ್ಯಾಟರ್ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕಾಗಿದೆ. ವೆಲ್ಡಿಂಗ್ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಕಷ್ಟಕರವಾದ ಸಂಭವವನ್ನು ತಪ್ಪಿಸಲು, ಏಜೆಂಟ್ ಅನ್ನು ತಪ್ಪಿಸಲು ಜೋಡಿಸಲಾದ ಸ್ಪ್ಲಾಶ್ಗಳಿಂದ ಲೇಪಿತವಾಗಿ, ಮತ್ತು ನಂತರ ವೆಲ್ಡಿಂಗ್ನಲ್ಲಿ.
3: ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಆಕಾರವು ಸಂಕೀರ್ಣವಾಗಿದೆ, ವಿರೂಪ ಮತ್ತು ಹಾನಿಯನ್ನುಂಟುಮಾಡಲು ಸುಲಭವಾಗಿದೆ, ಕ್ರಮವಾಗಿ ಕಲಾಯಿ ಮಾಡಬೇಕು.
4: ಉಕ್ಕಿನ ತಟ್ಟೆಯು ಕಲ್ಮಶಗಳ ಮೇಲ್ಮೈಗೆ ಜೋಡಿಸಲ್ಪಟ್ಟಿರುವುದರಿಂದ, ಕಲಾಯಿ ಮಾಡುವ ಮೊದಲು ಅದನ್ನು ಸಂಸ್ಕರಿಸುವುದು ಅವಶ್ಯಕ. ಸಹೋದ್ಯೋಗಿಗಳು ಯೋಜಿಸಿರುವ ಉಕ್ಕಿನ ಜಾಲರಿ ತಟ್ಟೆಯ ಆಕಾರವು ದಪ್ಪದಲ್ಲಿ ಏಕರೂಪವಾಗಿರಬೇಕು.
5: ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಪ್ಲಾನರ್ಗಳು ಕಲಾಯಿ ಮಾಡುವ ಮೊದಲು ಮತ್ತು ನಂತರ ಯಾಂತ್ರಿಕ ಬಲದಲ್ಲಿನ ಬದಲಾವಣೆಯನ್ನು ಮತ್ತು ಕಲಾಯಿ ಮಾಡಿದ ನಂತರ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ನ ಮರು ಸಂಸ್ಕರಣೆಯನ್ನು ಪರಿಗಣಿಸಬೇಕಾಗುತ್ತದೆ.
ಪೋಸ್ಟ್ ಸಮಯ: ಆಗಸ್ಟ್-04-2022